
-
-
-
Total payment:
-








MELAMINE PLYWOOD PRODUCTION VIDEO
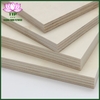
MELAMINE PLYWOOD PRODUCTION DETAILS
|
Dimension |
1220 x 2440, 910x1820 mm ...... |
|
Thickness |
2.5 - 30mm |
|
Tolerance |
+/- 0.3 mm - 0.5 mm |
|
Core |
Eucalyptus, Acacia |
|
Face |
White/ wood color melamine. |
|
Glue |
E0 |
|
Moisture content |
Below 12% |
|
Density |
560 - 650 kg/m3 |
|
Application |
Furniture ... |
Hotline/Whatsapp/Line/Kakao/Wechat:
+84 326 942 288
MELAMINE PLYWOOD PRODUCTION VIDEO
MELAMINE PLYWOOD PRODUCTION DETAILS
2.1 Selecting the core veneer
Telling about melamine plywood for furniture applications, we inspect 100% piece by piece and mainly utilize the core veneer grade A made by Acacia, Eucalyptus. mixed hardwood,...The veneers that do not meet the requirements will be rejected. In case the customers would like a cheaper price & suitable to the quality they request, some core veneer grade B is used for production with grade A.



2.2 Sanding the edge
A grade core veneer will be sanded on both short edges in order that when it is laid up together, the plywood is not overlapped too much, resulting in the evenness in thickness.


2.3 Gluing the core veneer
The glue used for manufacturing the birch plywood is glue E0 carb P2. It will be mixed with flour and some colors, which creates a complete liquid with high adhesive.
In the production of birch plywood, the veneer is also passed through a glue machine one by one so that the glue is evenly adhered on both sides of the veneer and it is fully coated with glue. Peeled boards that are not evenly glued will lead to delamination and edge separation if put into production.


2.4 Arranging the core veneer
The sheets are arranged in lines, one wet layer and then one dry layer to create a strong connection among them. The outer layer will use all white A grade veneer and If B grade veneer is used, it will be patched carefully by the workers.
The edge-sanded sheets put along the line will be fixed with plastic staplers



2.5 Cold - pressing the core
After laying up the veneer, The arranged veneer sheets will be put into the cold press machine, with at least 4 pistons & high pressure to form the shape for about 4- 8 hours depending on the weather condition, which helps the panels shape temporarily and solidify the structure inside.


2.6 Repairing the core
Before hot pressing, workers will use expert techniques to turn over the board and remove the excess wood at the edges and veneer overlap on the surface.
Our worker will cut and reject the excess veneer, and cover the gap of veneer if necessary. The core must be full, flat afterwards
2.7 Cutting
After cold pressing, the core will be cut for the first time, removing the excess edge.


2.8 Hot pressing the core
The core sheet will be put into the hot press machine, one tray for one sheet, ensuring flat boards and quite accurate thickness.
The hot-pressing time depends on every thickness & the weather condition for about 20 to 50 minutes. for example 25 minutes with 15mm, 40 minutes with 20mm,…
The high pressure and suitable temperature is set up by our experienced workers, which helps bond the veneer layers together and permanently solidify the product


2.9 Puttying and sanding the surface (1st time)
2.10 Puttying and sanding the surface (2nd time)


2.11 Gluing the core
After the 2nd surface puttying and sanding, the sheet is coated with anti-core exposure glue in order to make the product look good.


2.12 Check the surface of the core
The core will be checked again, any tiny holes or defects will be fixed before processing next step


2.13 Gluing and pasting the face
After the core is checked, it will be coated with glue in order to put the face veneer. The glue used is the same as the glue we used to bond the core. The faces are carefully put on the glue coated core.



2.14 Hot-pressing the face
The sheet will be hot pressed in about 6-7 minutes, at temperature about 110-120 degrees, with high pressure of 110-120 kg/m3 because this step aims to stick the face veneer on the board.


2.15 Cutting to size
The panels will be cut into the standard size as per customer's request. The popular sizes of commercial plywood are 1220x2440mm,….


2.16 Repairing the face
After cutting, our workers inspect the face of the sheet, if it is swollen, or missing or torn, they will repair it by using the glue


2.17 Sanding the surface
The sheet is sanded for a beautiful and smooth surface. This step makes the sheet look a little shiny.


2.18 Inspection
Before being delivered to our dearest customers , every plywood sheet will be thoroughly inspected 1 by 1 by our experienced and highly skilled QC team to minimize the risk of receiving defective goods for the buyer. Our workers carefully check the dimensions, thickness, moisture content , face and back, edge, ,strength …of each piece. Besides, for the 11mm up thickness, the QC team also used a wooden hammer to knock on several points of the sheet and listen to the sound to inspect the structure and inside delamination.
Our TTP is confident of being one of the only units, which has a 100% birch plywood piece by piece inspection process before stuffing from professional and highly experienced QC teams with the aim of bringing the best Vietnamese plywood products and value to customers.



2.19 Packaging
Finally, we count and tie up pieces to create a bundle. Four corners of bundles are covered with cartons, tied with strong steel straps, put on the high pallet to make the base which protects the product during the shipping process by sea.


2.20 Loading
These packages will be stored in a spacious and dry warehouse and ready to be loaded into containers for delivery to customers.


APPLICATION



OUR QUALITY CERTIFICATION
During over 10 years in plywood industry, our company always try to serve our customer with most suitable and qualified products. Here are some certificates that indicate the specifications and quality of our plywood, which has been exported to the US, India, Korea, Malaysia, Japan, etc.

------------------------------------------
 Hotline/WhatsApp/Line/Kakao: +84 326 942 288
Hotline/WhatsApp/Line/Kakao: +84 326 942 288
 Email: info@ttplywood.com
Email: info@ttplywood.com
 Website: https://ttplywood.com/
Website: https://ttplywood.com/
Nationwide delivery
Into money:
 Alibaba:
Alibaba: 




{kind=link}
{kind=link}
{kind=link}
{kind=link}